

PULIDO DE HERRAMIENTAS DE METAL DURO
Pulido espejo en la ranura de evacuación de viruta
Con las máquinas de OTEC se puede mejorar significativamente la calidad de las herramientas de metal duro. El proceso especial posibilita darle brillo espejo a la ranura de evacuación de viruta de, por ejemplo, fresas y brocas de metal duro.
Influencia de la calidad superficial
Por principio se cumple: contra más lisa es la superficie mejor es el flujo de la viruta. Si las virutas pueden fluir bien, se forma menos retención en el filo de corte. De esta manera se reduce claramente la presión sobre el mismo. Ya que las virutas se eliminan de la ranura más rápidamente, estas se calientan menos. Estos efectos positivos de la superficie alisada llevan a que se puedan alcanzar mayores velocidades de corte y una vida útil más larga. Una superficie lisa también disminuye el riesgo de fusión con el material a mecanizar. El pulido posibilita mayores velocidades de corte y de avance.
Efecto adicional
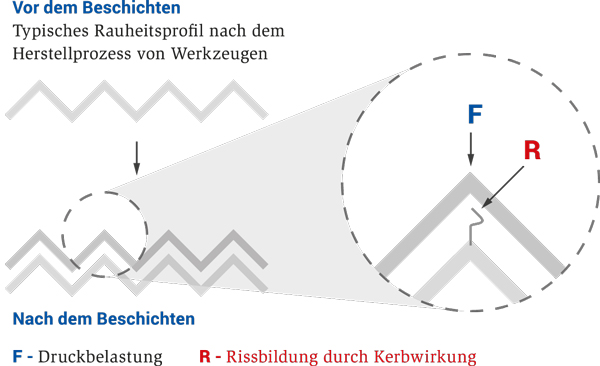
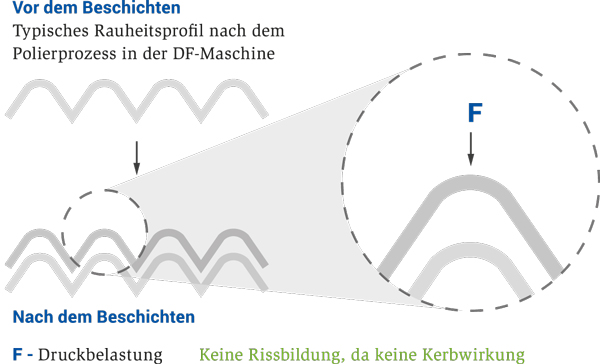
Para aumentar la calidad de las herramientas de corte, a menudo se tratan estas con capas de material duro. Para aplicar estas capas se utiliza bien el procedimiento PVD o CVD. Estas capas deben afectar positivamente la vida útil de las herramientas y permitir mayores velocidades de corte. La calidad del recubrimiento depende en gran medida de la calidad superficial, el estado del desbarbado y del filo de corte. Una superficie rugosa con contorno agudo aumenta el efecto de entalladura bajo carga y por lo tanto hace que la capa dura se desprenda. (Foto 1) Los recubrimientos aumentan los valores característicos de rugosidad, también por eso es deseable un suavizado de la superficie antes de aplicar el recubrimiento. OTEC ha desarrollado un procedimiento en el que se redondean esas crestas de rugosidad. Como resultado, se mejora apreciablemente la calidad superficial y se reduce significativamente el efecto entalladura. (Foto 2) El procedimiento OTEC no solamente obtiene una ranura de evacuación de virutas lisa y pulida, sino que favorece la adherencia de los recubrimientos.

El mecanizado superficial tiene lugar con el posicionamiento manual en el proceso de arrastre. Las herramientas se sujetan en soportes especiales y se arrastran a gran velocidad en un movimiento circular a través de un contenedor con abrasivo de desbaste o de pulido. Debido al rápido movimiento, se crea una alta presión de contacto entre la pieza de trabajo y el medio de procesamiento, lo que logra un resultado de procesamiento óptimo en el menor tiempo posible. El proceso especial de pulido en seco produce un acabado de alto brillo en el mismo orden de calidad que un pulido manual. Por ejemplo, la rugosidad superficial de una fresa se puede reducir de Ra 0.31 μm a Ra 0.03 μm. La superficie lisa proporciona condiciones ideales para el recubrimiento posterior y favorece su adhesión. Con una eliminación mínima del material, los procesos de acabado de OTEC son económicos, técnicamente avanzados y producen los mejores resultados. Dependiendo de los requisitos y el tamaño de los lotes de fabricación, también se pueden usar los sistemas de mecanizado automático tipo Streamfinish para el procesamiento. OTEC ofrece la tecnología de máquina adecuada, no solo para el pulido de piezas de metal duro, sino también para el redondeo preciso de las herramientas de corte.



