

SCANALATURA PER LA LAVORAZIONE DI DENTATURE
Taglienti omogenei e superfici dei trucioli lucidate per ruote scanalatrici
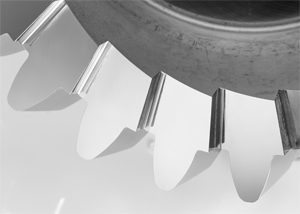
Le ruote scanalatrici sono utilizzate per la produzione di ruote dentate. Con il cosiddetto skiving si ottiene così la geometria desiderata. Questo combina i classici processi della dentatura e della fresatura. Il processo offre un alto grado di produttività e flessibilità e compensa gli svantaggi dei due metodi classici. Così diviene, ad esempio, possibile produrre anche dentature oltre alle sporgenze. Questo vale sia per le geometrie interne che per quelle esterne. Rispetto alla dentatura a creatore, lo skiving riduce notevolmente i tempi di lavorazione. Nello skiving, gli assi del pezzo in lavorazione e dell'utensile non sono paralleli ma incrociati ad angolo. Maggiore è l'angolo trasversale, maggiore è la produttività. Quando l'utensile rotola sul pezzo, si crea un movimento relativo che viene trasformato in velocità di taglio. Le elevate velocità relative rappresentano una grande sfida per l'ingegneria meccanica attuale. Ad esempio, i mandrini dell'utensile e del pezzo devono essere sincronizzati.

Lo skiving è una tecnica nota da più di 100 anni. Tuttavia, l'applicazione industriale ha richiesto prima lo sviluppo di macchinari stabili e completamente sincronizzati. Per migliorare le ruote scanalatrici e rendere il processo ancora più efficiente, è indispensabile la lavorazione della superficie.
Il punto focale del trattamento superficiale è costituito da una bassa scheggiatura e da un arrotondamento omogeneo delle teste e dei fianchi dei denti. La lucidatura e la lisciatura delle superfici dei trucioli nel profilo della dentatura permette ai trucioli di fluire meglio durante la produzione della ruota dentata. Anche l'adesione dei rivestimenti duri da applicare è notevolmente migliorata dalla superficie liscia. Con il processo di finitura a trascinamento, OTEC offre una soluzione meccanica per il trattamento superficiale delle ruote scanalatrici. Le ruote scanalatrici vengono bloccate nella macchina e inserite in un contenitore precedentemente riempito con prodotti di lavorazione. La lavorazione avviene da un lato tramite la rotazione del contenitore e dall'altro tramite il movimento del pezzo in lavorazione nel flusso di media.
La lavorazione può essere allineata in specifici punti al pezzo. Grazie alle forze intensive generate nella macchina di finitura a trascinamento, è possibile ottenere risultati ideali anche in punti difficili da raggiungere. La lucidatura e l'arrotondamento delle ruote pelatrici richiede solitamente solo pochi minuti nella macchina di finitura a trascinamento. Rispetto alla lavorazione convenzionale, ad esempio mediante sabbiatura, l'utilizzo del processo di finitura a trascinamento OTEC apporta enormi vantaggi in termini di tempo. Omogeneizzando il tagliente e riducendo la scheggiatura, nella maggior parte dei casi si ottiene, inoltre, un significativo prolungamento della durata dell'utensile.


