

INDUSTRIA DEL AUTOMÓVIL
Menos fricción - menos CO2 - ¡y más potencia!
Tanto en la industria automotriz como en el automovilismo, optimizar la superficie del motor y del tren propulsor permite disminuir la fricción y el desgaste. Las estructuras superficiales alisadas e isotrópicas reducen las emisiones de CO2 y alargan la vida útil de los componentes, cuya superficie debe tener unas características muy específicas para poder adaptarse al uso de aceites cada vez más fluidos. Incluso las tareas de mecanizado supuestamente sencillas, como el desbarbado o el redondeo de precisión, suelen llevar aparejado un alto coste de fabricación. Con los procesos personalizados de OTEC es posible concatenar los distintos pasos, aumentar el rendimiento, reducir las emisiones y simplificar la producción.
Encontrará más información sobre las ventajas cuantificables del mecanizado preciso de superficies de OTEC en la entrevista con Florian Reinle, ingeniero de investigación y desarrollo de OTEC.
COMPARACIÓN DE PROCESOS: EL RECTIFICADO DE OTEC SALE GANANDO
Por lo general, para el mecanizado en húmedo se emplea el acabado con cinta, el pulido abrasivo e incluso procedimientos acelerados químicamente. En comparación con las rectificadoras de OTEC, los equipos de acabado con cinta tienen un coste elevado y requieren mucho tiempo de preparación, además de producir estructuras superficiales dirigidas (no isotrópicas).
En el mecanizado acelerado químicamente, como es el caso de los vibradores de artesa, se utilizan productos químicos como el cromato (de sodio) y el ácido crómico, que están clasificados como sustancias extremadamente preocupantes. Además, conllevan unos costes elevados de adquisición, neutralización y eliminación que limitan la rentabilidad del mecanizado en húmedo. Las rectificadoras de OTEC utilizan exclusivamente el mecanizado mecánico, lo que permite conseguir los mejores resultados en el menor tiempo tanto para materiales a granel como para mercancías por piezas.
Las tecnologías de OTEC ofrecen ventajas especiales en los siguientes casos
- Superficies optimizadas para reducir la fricción (por ejemplo, transmisión en sistemas de propulsión electrificados).
- En combinación con el granallado de compresión (alisado de ruedas dentadas después del proceso de granallado o chorreado).
- Inducción de tensiones residuales de compresión directamente en la zona periférica.
- Reducción del desgaste mediante el aumento de la tolerancia a las picaduras y la disminución del micropitting.
- Uso de lubricantes de baja viscosidad o de base acuosa.
- Combinación de varios pasos de proceso, por ejemplo, alisado y desbarbado en un solo paso.
- Pre- y postratamiento de revestimientos antidesgaste
PRODUCCIÓN EN LÍNEA CON OTEC
Gracias a la carga automática de piezas, las máquinas Streamfinish son adecuadas para el mecanizado de un gran número de piezas en serie. El diseño modular permite configurar las máquinas para adaptarlas a cada tarea de mecanizado.
ELECTROMOVILIDAD
OTEC contribuye de forma positiva al ámbito de la movilidad eléctrica ante los cambios estructurales. La industria mundial del automóvil se centra en la conectividad y la electrificación.
En la transmisión de un tren propulsor eléctrico, gran parte de la potencia se transforma a través del engranaje. Con los procesos convencionales de mecanizado de la superficie, el acabado superficial suele ser más grueso, lo que limita el potencial de aumento de la eficiencia.
Con nuestro proceso Streamfinish, abordamos este aspecto en concreto y aprovechamos el potencial al máximo. Las pérdidas por fricción se reducen durante el mecanizado de la superficie de los piñones, por lo que aumenta la eficiencia y se reduce la huella de CO2 del cliente final. El aspecto medioambiental supone uno de los principales desafíos, por lo que OTEC apuesta por métodos de desbaste por deslizamiento respetuosos con el medioambiente también durante el funcionamiento de los equipos.
Los fabricantes de equipos originales y de transmisiones consiguen una menor cantidad de emisiones con un menor consumo durante el uso posterior y, de esta forma, también una mayor autonomía. El proceso Streamfinish ofrece así una ventaja directa en el uso. Al aumentar la eficiencia, se puede conseguir una mayor autonomía con el mismo tamaño de la batería.
Aplicaciones del tornillo sin fin de la dirección: Chirridos en los frenos, ruidos en la transmisión, tirones en el embrague. Para minimizar las vibraciones audibles y perceptibles en los automóviles, el ruido, la vibración y la aspereza (NVH, por sus siglas en inglés), OTEC mecaniza los componentes del engranaje de la dirección, como los tornillos sin fin de la dirección, con el proceso probado Streamfinish. De este modo, se compensan las desigualdades que provocan, por ejemplo, valores de fricción más elevados en un flanco.
Aplicaciones del eje del rotor: En el caso de la junta de alta velocidad del eje radial, la interfaz entre la banda de rodadura y la falda del retén está sujeta a las mayores exigencias. Por lo tanto, en algunos casos se debe aumentar el rendimiento. Si se alisa la banda de rodadura con el proceso Streamfinish, la vida útil del sistema de sellado puede aumentar bajo la gran carga de alta velocidad de deslizamiento.
Aplicación motor eléctrico: Los llamados estatores de horquilla se utilizan a menudo en los motores eléctricos. Las horquillas están formadas por un alambre de cobre recubierto de un aislante. Durante la producción y el montaje automático de las horquillas, se debe tener especial cuidado al manipular los elementos para evitar dañar el aislante. Por lo tanto, todas las piezas de la instalación de producción que entren en contacto con el alambre deben estar bien desbarbadas y pulidas.
Las máquinas y procesos de OTEC se aseguran de que los bordes de las herramientas y otras piezas que entren en contacto con el alambre estén redondeados y de que las superficies estén perfectamente pulidas. La geometría de las herramientas no representa ningún problema.
Las siguientes herramientas se pueden alisar y pulir fácilmente:
• Rodillos enderezadores
• Rodillos dobladores
• Punzones cortadores
• Troqueles y matrices
• Punzones dobladores
• Herramientas de triscado
• Garra de manejo
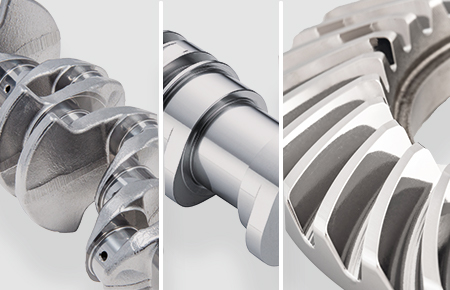
ALISADO | PULIDO
Ejemplos de aplicación:
Levas, cigüeñal, componentes de la transmisión, diferencial/engranaje hipoide, bielas, componentes de la dirección, husillos del mecanismo de dirección, actuadores.
Más información
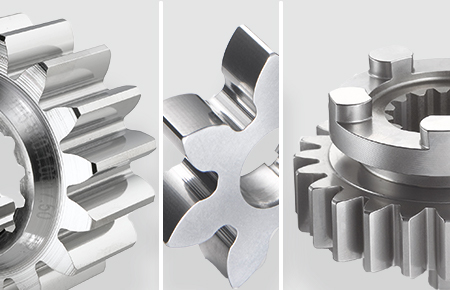
DESBARBADO | REDONDEO
Ejemplos de aplicación:
Arandelas reguladoras de aceite (shims) en amortiguadores, ruedas dentadas, piñones.Más información
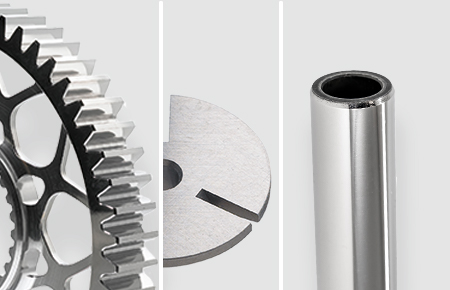
Otras aplicaciones
Ejemplos de aplicación:
Impresión en 3D, automovilismo (válvulas, componentes de la transmisión, cigüeñal, pistones, anillos de pistón…), accionamientos eléctricos, estructura superficial isotrópica, bulones de pistón.
Más información


