in Pole-Position durch Reibungsminimierung
Mit OTEC bleibt die Reibung auf der Strecke
Während Ingenieure in der Automobilindustrie immer nach Möglichkeiten zur Optimierung von Effizienz, Laufruhe und Emissionsmanagement suchen, steht im Motorsport die Maximierung der Performance im Grenzbereich im Mittelpunkt. OTEC als internationaler Technologieführer in der Gleitschleiftechnik bietet Lösungen zur Reibungsminimierung zwischen Bauteilen, von denen beide Bereiche profitieren. Die durch Reibung entstehende Hitze, Spannungen und der Materialabtrag gehen zu Lasten der Präzision und Lebensdauer aller Bauteile. Geringere Reibwerte bedeuten dagegen weniger Energieverbrauch und Verschleiß. Ziel muss es sein, den Einfluss der Reibung auf das System soweit wie möglich zu minimieren.

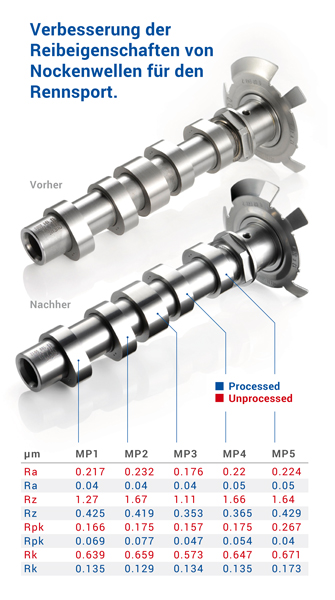
Die Lösung sind OTEC Maschinen mit ihren innovativen Bearbeitungsverfahren und speziell für jede Anwendung optimierten Prozessen. Bei der Oberflächenbearbeitung von Nockenwellen und Zahnrädern zum Beispiel werden alle scharfen Spitzen verrundet und so die Bildung von Spänen bereits im Vorfeld verhindert. Generell unterstützt das OTEC Finish die schnellere Herausbildung des sogenannten 3. Körpers zwischen zwei Reibpartnern. So bezeichnet man die Grenzschicht, an der die Reibpartner – getrennt durch einen dünnen Ölfilm – ihre kinetische Energie aufeinander übertragen. Durch diese Walkarbeit wird die kristalline Nanostruktur der Schicht extrem fein und entwickelt eine teigartige Viskosität mit dem Effekt einer geringeren Reibung. Bei Motoren und Getrieben ist somit kein zeitraubendes Einlaufen mehr notwendig, was zu einer geringeren Verschmutzung des Öles und einer Verlängerung der Wechselintervalle um bis zu 100 % führt. Ein weiterer Vorteil sind eine um 10 % geringere Wärmeentwicklung und bis zu 50 % weniger Geräuschentwicklung gegenüber herkömmlich geschliffenen Teilen.
Ein weiterer Vorteil ist die Verminderung von Micro-Pitting (Graufleckenbildung) bei Zahnrädern. Hier kommt es durch das lokale Durchbrechen des Schmierfilms zu Mischreibung und Pressungsüberhöhung. Dies führt als Verschleißeffekt zu einer Abplattung am Berührungspunkt. Der wichtigste Einzelparameter ist hierbei die Oberflächenrauigkeit. Durch Werte unter 0,2 Ra, wie sie im OTEC Finish typischerweise erreicht werden, lässt sich Micro-Pitting deutlich verringern. Mit dem Ziel der Gewichtsoptimierung wird heute nicht nur im Rennsport oder im automobilen High-End Bereich um jedes Gramm gekämpft – auch neue Technologien wie die Elektromobilität stellen Entwickler vor große Herausforderungen. Neue Geometrien und Materialien erfordern zum Teil nicht nur ganz neue Fertigungsverfahren, sondern auch innovative Lösungen für das Oberflächenfinish.


Das Selektive Laser Melting (SLM) zum Beispiel ist ein noch relativ junges generatives Fertigungsverfahren. Dabei wird das Werkstück mit Hilfe eines Lasers aus Metallpulver Schicht für Schicht aufgebaut. Kleinere Bauteile wie z. B. Motorventile können so mit einer Wabenstruktur im Inneren aufgebaut werden. Auf diese Weise wird ein erheblicher Gewichtsvorteil erreicht, ohne die Funktion zu beeinträchtigen. Aufgrund dieses Herstellungsprozesses liegen die erreichbaren Oberflächenrauheiten aber deutlich über den Erwartungen an moderne Fertigungsverfahren. Eine Lösung bietet hier die Maschinen- und Verfahrenstechnik von OTEC.
Je nach Anwendungsgebiet finden dabei mehrstufige Bearbeitungsprozesse mit unterschiedlich abrasiven Schleifmedien statt, welche beispielsweise auch bei der Schneidkantenpräparation von Zerspanungswerkzeugen, zum Glätten und Polieren von Werkzeugen, beim Entfernen von Droplets an der Spannut oder auch zum Entgraten von Werkzeugen zum Einsatz kommen.
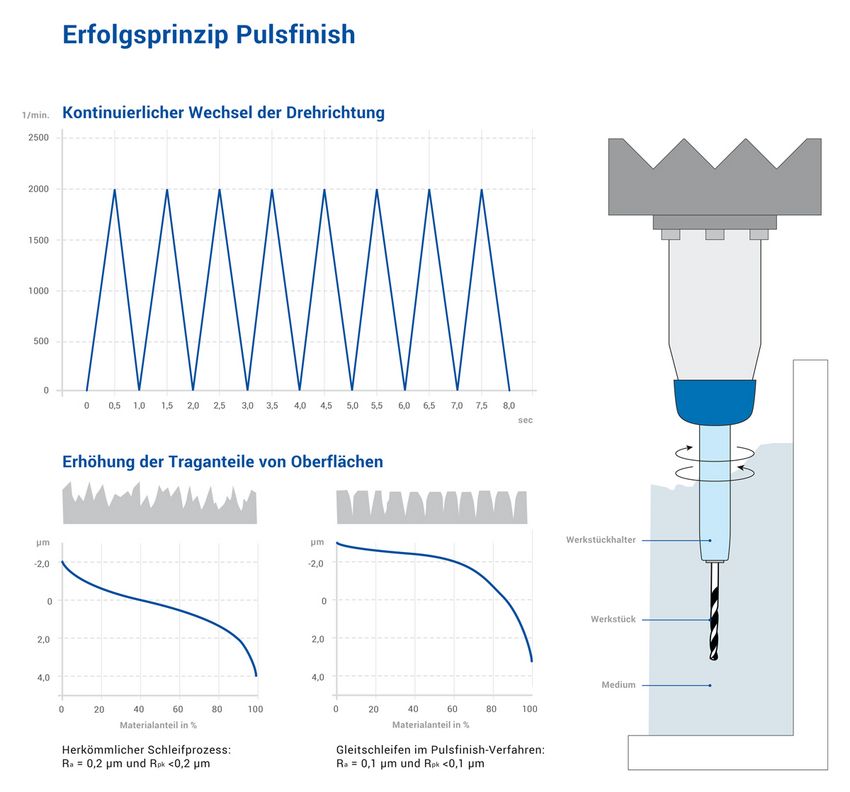
Speziell für die Integration in Fertigungslinien im Bereich der Großserienfertigung hat OTEC das PULSFINISH-Verfahren entwickelt. Dabei wird das aufgespannte Werkstück in die Mediaströmung des sich drehenden Behälters eingetaucht und dort in kürzester Zeit auf über 2000 U/min beschleunigt. Innerhalb 0,5 Sekunden wird das im Media befindliche Werkstück auf maximale Tangentialbeschleunigung hochgefahren und wieder auf null abgebremst. Hierdurch ergeben sich Relativgeschwindigkeiten von bis zu 30 m/s und Beschleunigungen bis zu 40 g.
Der Vorteil: Mit extrem kurzen Prozesszeiten ist es wohl das schnellste Gleitschleifverfahren – selbst bei komplexen Teilen wie z. B. Schneckenwellen, Zahnrädern oder Nockenwellen. Diese können im Sekundentakt entgratet, verrundet, geglättet oder poliert werden. So lässt sich die Maschine mühelos in jeden Fertigungstakt integrieren.Durch das Gleitschleifen mit dem PULSFINISH-Verfahren werden nicht nur Schleifriefen entfernt und die Rauheitskennwerte auf Werte deutlich unter 0,1 µm reduziert – zusätzlich werden auch sogenannte Mikro-Kavitäten erzeugt. In diesen sammelt sich das Schmieröl wie in „Öltälern“ und wird bei Kontakt nicht verdrängt, wie das bei herkömmlichen Schleifriefen der Fall ist. Umfangreiche Tests haben gezeigt, dass gleichmäßige, glatte Oberflächen mit Mikro-Kavitäten und geringen Rpk-Werten den geringsten Verschleiß erzeugen und Reibungsverluste verringern.