En Pole-Position
Avec OTEC, les frottements disparaissent dans le rétroviseur
Alors que les ingénieurs de l’industrie automobile sont toujours en quête de nouveaux leviers d’amélioration de l’efficacité, les acteurs du sport automobile s’attachent à repousser les limites des performances en situations extrêmes. Leader technologique international dans le domaine de la tribofinition, OTEC propose des solutions de minimisation des frottements entre les pièces dont tous les experts automobiles peuvent profiter. En effet, la chaleur, les tensions et l’enlèvement de matière provoqués par les frottements sont préjudiciables à la précision et à la durée de vie. La réduction des frottements se traduit par une consommation d’énergie et une usure en baisse. L’objectif doit être de réduire autant que possible l’influence des frottements sur le système.

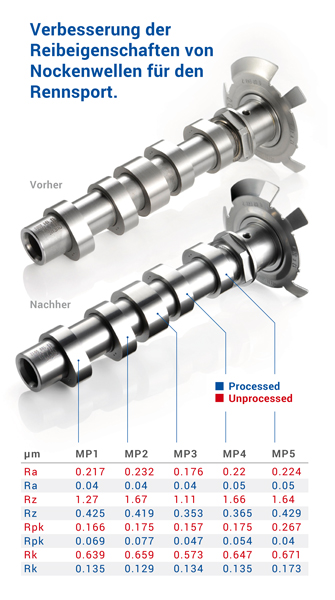
La solution passe par les machines OTEC, avec leurs traitements innovants et des process optimisés pour chaque application. Pour le traitement de surface des arbres à cames et des engrenages, par exemple, les pointes aiguës sont toutes rayonnées afin de prévenir la formation de copeaux. De façon générale, la finition OTEC favorise la formation plus rapide du « troisième corps » entre deux corps en frottement. C’est ainsi qu’on appelle la couche de matière sur laquelle les corps en frottement – séparés par un film d’huile – se transmettent leur énergie cinétique. Ce travail de foulage a pour effet de rendre la nanostructure cristalline de la couche extrêmement fine et de développer une viscosité de type pâteuse entraînant une réduction des frottements. Cela permet de ne plus avoir à roder les moteurs et les boîtes de vitesses avec, à la clé, un encrassement moindre de l’huile et un allongement de la périodicité de vidange (jusqu’à 100 %). De même, le dégagement de chaleur et le niveau sonore peuvent être réduits de respectivement 10 % et 50 % par rapport à des pièces rectifiées selon un procédé traditionnel.
Le traitement OTEC a également pour avantage de réduire l’apparition des micropiqûres (micropitting, taches grises) sur les engrenages. Les défaillances localisées du film lubrifiant entraînent des frottements mixtes et un excès de pression. L’usure se traduit par un aplatissement au niveau du point de jonction. Le paramètre individuel le plus important, de ce point de vue, est la rugosité de surface. La finition OTEC, qui permet d’obtenir des valeurs inférieures à 0,2 Ra, réduit sensiblement les micropiqûres. En plus des contraintes d’allégement qui poussent à faire la chasse au moindre gramme, aussi bien dans le haut de gamme automobile qu’en compétition, les nouvelles technologies telles que la mobilité électrique posent d’immenses défis aux concepteurs. Les nouveaux matériaux ou les nouvelles géométries n’impliquent pas uniquement des procédés de fabrication inédits, mais aussi des solutions innovantes en matière de traitement de surface.


La fusion sélective par laser (Selective Laser Melting, SLM), par exemple, est une technique de fabrication additive relativement récente. Elle consiste à mettre en forme une pièce couche par couche, par ajout successif de poudre de métal à l’aide d’un laser. Les petites pièces telles que les soupapes de moteur peuvent ainsi être fabriquées avec une structure à nid-d’abeilles à l’intérieur. Il en résulte un gain de poids sensible sans que le fonctionnement en soit altéré pour autant. Toutefois, les valeurs de rugosité de surface obtenues par ce procédé sont largement en deçà de ce qu’on peut attendre d’une méthode de fabrication moderne. Les technologies de machine et de procédé signées OTEC y apportent une solution.
Selon le secteur d’application, les procédés de traitement en plusieurs étapes pourront faire appel à des abrasifs d’intensité différente, utilisés par exemple pour la préparation des arêtes de coupe sur les outils d’usinage, mais aussi pour le lissage et le polissage des outils, l’élimination des gouttelettes dans la goujure ou l’ébavurage des outils.
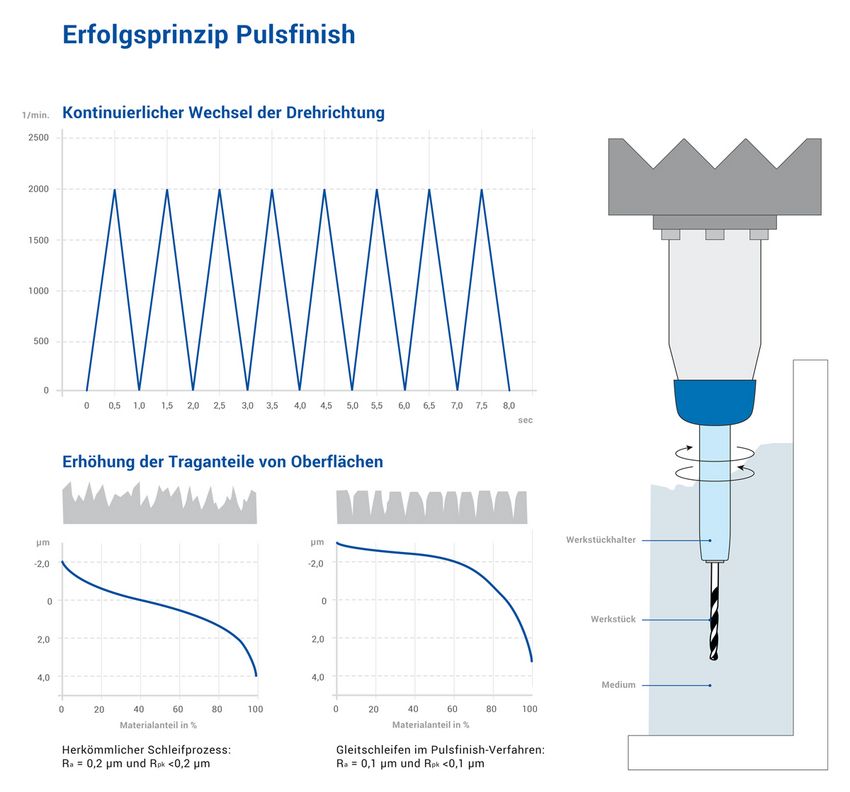
OTEC a conçu le procédé PULSFINISH en ayant en tête l’intégration aux lignes de fabrication dans la production de grande série. Après avoir été fixée, la pièce à traiter est plongée dans le produit mis en mouvement par la cuve en rotation, puis amenée très rapidement à plus de 2 000 tr/min. En moins d’une demi-seconde, la pièce plongée dans le produit est amenée à une valeur d’accélération tangentielle maximale, puis de nouveau immobilisée. On obtient ainsi des vitesses relatives pouvant aller jusqu’à 30 m/s et des accélérations de 40 g.
L’intérêt réside dans les temps de traitement extrêmement courts : il s’agit très probablement du procédé de tribofinition le plus rapide qui existe – y compris pour des pièces complexes, telles que les arbres hélicoïdaux, les engrenages ou les arbres à cames. Elles peuvent être ébavurées, rayonnées, lissées ou polies en moins d’une seconde. La machine s’intègre ainsi sans problème à n’importe quelle cadence de production. En plus d’éliminer les stries, le traitement de tribofinition par procédé PULSFINISH réduit également les indices de rugosité à des valeurs inférieures à 0,1 µm et génère des « microcavités ». L’huile de lubrification peut s’y déposer pour former des « vallées d’huile ». Ainsi, l’huile n’est pas repoussée au contact, comme cela peut être le cas avec les stries classiques. Des analyses poussées ont montré que les surfaces lisses et homogènes présentant des microcavités et des valeurs Rpk basses généraient la plus faible usure et réduisaient les pertes par frottement.