

Surface finishing of threading tools
Customized process for different requirements

During the manufacturing of metal workpieces very often it is necessary to machine threads. Mainly when the workpieces have to be mounted or assembled to other parts screw connections are unavoidable. Generally, there are two different ways to create threads: cutting (‘taps’) which is the most popular one and forming (‘forming tools’). Thread forming has the advantage that the microstructure is just deformed. In this way the fibre flow is not broken, which is increasing the material strength and extraction force. As different as the processes for thread cutting and thread forming are, as different are the requirements to the tools.
During the manufacture of taps, the grinding process creates burrs between the thread profile and the chip flute. Bur-free grinding is simply not possible, so extensive finishing is absolutely essential. If the taps are not deburred, then adverse effects on the geometry of the cutting edge cannot be excluded. What is more, burs on uncoated tools can interfere with the cutting edge during chip removal or break off and damage the cutting edge and thereby considerably reduce tool life, impair the quality of the surface and degrade dimensional stability.
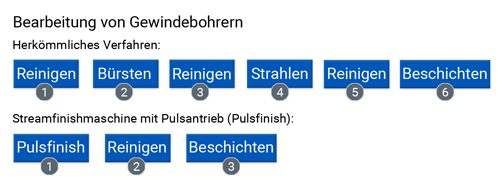
Even in the case of thread formers, the conventional production process leaves traces on the tool surface. This results in fine grinding ridges, which have a negative influence on the friction between the tool and the material to be deformed. The ridges also favour the fixing of the material in the forming grooves. OTEC has developed several surface finishing processes of threading tools. In stream finishing machines with pulse drive (Pulsfinish) the tools can be processed reliably, quickly and economically according to the requirements. The principle of pulse finishing system is based on the precisely defined and rapidly repeating relative movement between media and workpiece. Here the clamped workpiece is immersed in the media stream of the rotating drum where it is quickly accelerated to a speed of over 2,000 rpm. Then it is decelerated again and accelerated once more. The differing speeds resulting from the inertia of the media in the drum and the rapid change of workpiece speed give rise to an extremely intense and precisely controllable abrasive effect.

Compared to conventional processing methods, several production steps can be saved using the pulse finishing process. Deburring, smoothing and rounding of the edges in one operation enable time and cost savings. A surface which has been treated with the OTEC process also improves the adhesion of the subsequent coatings and extends the tool life.
Forming tools
Defined smoothing of forming tools
The requirement is mainly to flatten the surface. The main task when machining thread formers is to evenly smoothen the entire tool surface. A smooth surface reduces the formation of material in the forming grooves and reduces the friction between the tool and the material to be deformed. Depending on the requirements, the defined rounding of certain functional edges is also necessary. By using a surface finishing process by OTEC it is possible to match such requirements. Compared to competing processes (e.g. shot blasting) the OTEC process is pricewise very interesting and at the same time quite flexible, as it adapts to different workpiece shapes. By this finishing process, the deformation forces can be reduced by about 60%.
Cutting tools
Deburring of taps
Taps in general need a deburring process after the tool grinding. With the conventional brushing method, never all burrs can be removed, which affects the later coating negatively. Non-removed burrs break off and create uncoated areas that wear more quickly. In OTEC’s stream finishing machines with pulse drive (Pulsfinish) workpieces can be deburred within several seconds up to some minutes.
Defined rounding of taps
Cutting edges can be rounded to a defined measurement. By setting the parameters container and workpiece rotation speed as well as the immersion angles the geometry of the taps can be modified in order to match the requested and optimal shape.

The use of the stream finishing machines with pulse drive (Pulsfinish) is giving the possibility to work with high energy and small and abrasive media. The finishing target is achieved in about 1 to 2 minutes, depending on the size of the tap and the requested result. The media used is also smoothing the surface of the tools which is giving advantages in the coating behavior and tool life. The process is very flexible and adapts to every dimension and shape of taps. At the same time, the wearing of the media is low, what makes the process quite economical. In addition stream finishing machines from OTEC are highly economical since a single machine can process a large number of workpieces at the same time, depending on the requirements of the job in hand. Workpieces can be changed quickly with automatic door or even automatically by robot.


